Robotic Mig-svetsning ----Gatulampa Polsvetslösning
Index
1. Information om arbetsstycket
2. Robotsvetsningslösning Översikt
3. Robotsvetsningslösningsprocess
4. Konfiguration av utrustning för robotlösning
5. Huvudfunktion 6. Introduktion av utrustning
7. Installation, driftsättning och utbildning
8. Kontrollera och godkännande
9. Miljökrav
10. Garanti och service efter försäljning
11. Leverans Bifogad dokumentation
Robotsvetsapplikationsvideo
1, Arbetsstyckesinformation
-Svetstråd Diameter: Ф1,2 mm
-Svetsprocess: gasskyddad svetsning/Mig-svetsning
-Typ av svetssöm: typ rak linje, typ cirkel
-Skyddsgas:99% CO2
-Driftsmetod: manuell lastning och lossning, automatisk svetsning med robot
-Inpassningsfel:≤ 0,5 mm
-Rengöring av tallrikar :metallisk lyster kan ses i svetsen ochinom området för två gånger svetssömmen på båda sidor
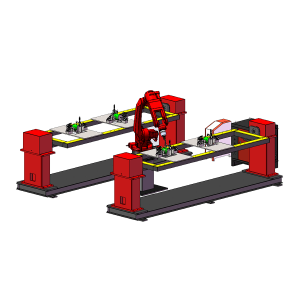
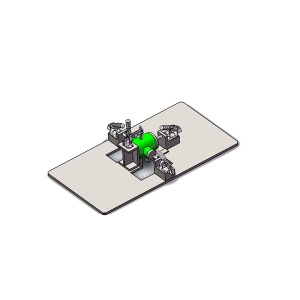
2, Robotsvetslösning Översikt
För att förbättra arbetseffektiviteten, enligt den faktiska situationen för arbetsstycket, kommer Honyen-fabriken att tillhandahålla en uppsättning svetsrobotarbetsstationer, som kan ersättas med olika verktyg för att vara kompatibla med olika produkter.Arbetsstationen är sammansatt av robotmodell: HY1006A-145 svetsrobot, svetskraftkälla, speciell svetsbrännare för robot, elstyrningsskåp och knappar, vattenkylningskylare, dubbla arbetsstationspositionerare, verktygsfixturer, säkerhetsskyddsstängsel (tillval) och annat delar.
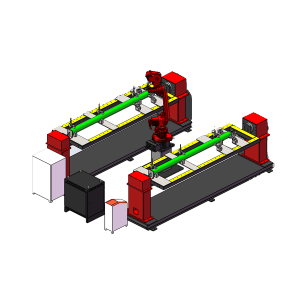
3,Mig Welding robotarbetsstation Layoutintroduktion
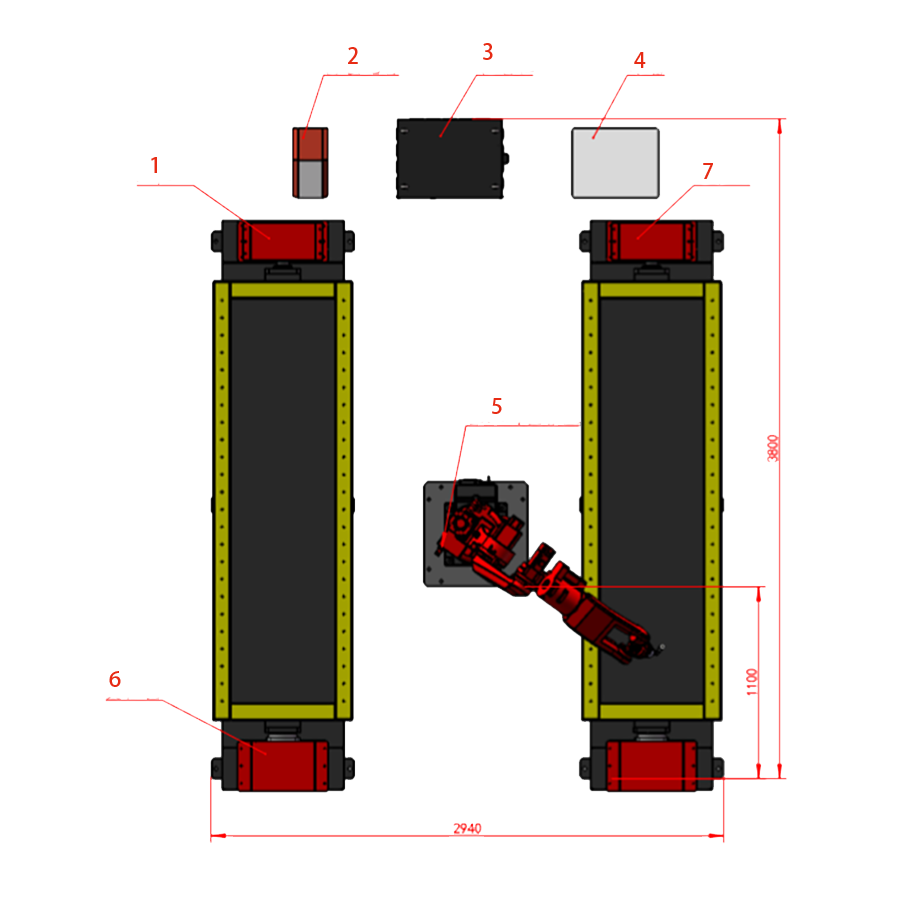
Honyen robotbågsvetsarbetsstation Layout
1, Arbetsplats 1
2, svetsströmkälla
3, Robotkontroll
4, Vattenkylning kylare
5, Honyen bågsvetsrobot, HY1006A-145
6, lägesställare
7, Arbetsplats 2
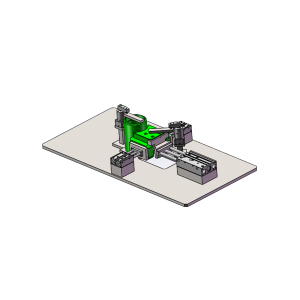
Elektriska poldelar fixturer
Elektriska poldelar fixturer 2
Robotsvetslösningar Layout 1
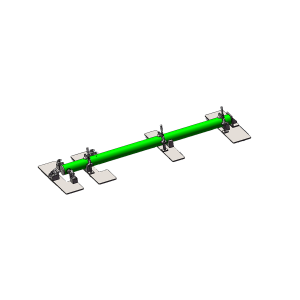
Fixturer för elektriska stolpar 3
Robotsvetslösningar Layout 2
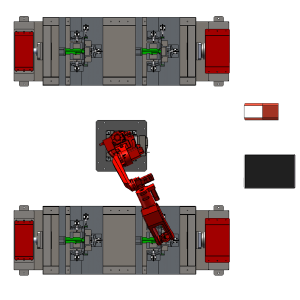
Robotsvetslösningar Layout 3
4. Robotsvetsningslösningsprocess I. Operatören laddar arbetsstycket vid station 1, efter lastning och fastspänning.Operatören trycker på robotreservationsstartknapp 1 och roboten startar automatisk svetsning;
II.Operatören går till station 2 för att ladda arbetsstycket.Efter att ha laddat arbetsstycket trycker operatören på robotreservationsstartknapp 2 och väntar på att roboten avslutar svetsningen;
III.Efter att roboten avslutat svetsningen vid station 1, utför den automatiskt programmet för station 2;
Ⅳ.Sedan lastar operatören av arbetsstycket vid station 1 och laddar ett nytt arbetsstycke;
V. cykel i sekvens.
5. Konfiguration av utrustning för robotlösningar
| Artikel | Modell | Kvantitet | varumärke | Anmärkningar | ||
| 1 | 1.1 | Robotkropp | HY1006A-145 | 1 set | Honyen | Inklusive robotkropp, styrskåp, undervisningsprogrammerare |
| 1.2 | Robotstyrskåp | 1 set | ||||
| 1.3 | Svetsströmkälla | 1 set | Honyen | Megmeet svetsare | ||
| 1.4 | vattentank | 1 set | Honyen | |||
| 1.5 | Vattenkylande svetsbrännare | 1 set | Honyen | |||
| 2 | 1 axellägesställare | HY4030 | 2 Set | Honyen | 2,5 m, 300 kg belastning, 1,5 kW nominell uteffekt | |
| 3 | Elektrisk kontrollstation | 2 Set | Honyen | |||
| 4 | Systemdesign, integration och programmering | 1 set | Honyen | |||
| 5 | Säkerhetsstängsel | 1 set | Honyen | Frivillig | ||
6. Huvudfunktion För att säkerställa svetskvalitet och effektivitet är robotsystemet utrustat med perfekt självskyddsfunktion och bågsvetsdatabas.Huvudfunktionerna är följande:
Återuppta den ursprungliga sökvägen: när skyddsgasflödet är onormalt, svetstråden förbrukas och tillfälligt stoppas under svetsning, kan kommandot "fortsätt svetsning" anropas direkt efter felsökning, och roboten kan automatiskt fortsätta svetsningen från valfri position till upphängd position.
Feldetektering och förutsägelse: efter att larmet har inträffat, hämtar Robot data från styrenheten, spekulerar i feldelar och ger en lista över delar med högt fel i tur och ordning, visar sekvensen för byte av komponenter och diagnos på datorn, som kan ses på plats med undervisningshängare.Dessutom hämtar datorn regelbundet driftdata från roboten, analyserar erhållen data, bedömer om robotens drifttillstånd är normalt och uppmanar användaren att ta itu med kommande fel.
Antikollisionsfunktion: när en robotsvetsbrännare kraschar med externa föremål, arbetar robotens antikollisionsanordning för att skydda svetsbrännaren och robotkroppen.
Expertdatabas: genom att ställa in nödvändiga svetsförhållanden i ett program kan detta system automatiskt slutföra arrangemanget av svetsfogen och justering av motsvarande svetsparametrar.
Undervisning och programmering: realisera programmering på plats genom undervisningshängare.
Vävsvetsning: under svetsningsprocessen kan Robot inte bara realisera den vanliga svängsvetsrundtypen och även Z-typen.Detta hjälper roboten att realisera kundens svängsvetsfunktion i enlighet med arbetsstyckets form, för att öka svetssömbredden med svetsstyrka och bra svetsprestanda.
Statusdisplay: roboten kan visa driftstatus för hela robotsystemet genom undervisningshängare, inklusive programdriftstatus, svetsprocessparameterändringar, systemparameterändringar, robotens aktuella position, exekveringshistorik, säkerhetssignaler, larmposter etc., så att kunderna kan snabbt förstå statusen för robotsystemet och förhindra problem i förväg.
In-/utdatafiler: robotsystemfiler och programfiler i robotsystemet kan lagras på SD-kort inuti robotstyrenheten och kan även sparas till extern utrustning.Program skrivna av offline-programmeringsmjukvara kan också laddas in i Robot Controller, Detta hjälper kunderna att säkerhetskopiera systemfiler regelbundet. När det väl finns ett problem i robotsystemet kan dessa säkerhetskopior återställas för att lösa robotens problem.
7, Introduktion av utrustning HY1006A-145 är en högpresterande robot med intelligent funktion.Den är lämplig för gasskyddad svetsning och skärning.Dess egenskaper är låg vikt och kompakt struktur.
För bågsvetsapplikationer har Honyen framgångsrikt designat en lätt och kompakt arm, som inte bara säkerställer original tillförlitlighet, utan också ger utmärkt kostnadsprestanda.
Honyen använder den mest avancerade servoteknologin, som kan förbättra robotens rörelsehastighet och noggrannhet, minimera operatörens ingripande och förbättra arbetseffektiviteten för gasskyddad svetsning och skärning.
| Axel | Nyttolast | Repeterbarhet | Effektkapacitet | Miljö | Vikt | Installation |
| 6 | 10 | 0,08 | 6,5KVA | 0~45℃20~80%RH (ingen luftfuktighet) | 300 kg | Mark/tak |
| Rörelseområde J1 | J2 | J3 | J4 | J5 | J6 | IP-nivå |
| ±170° | +80°~-150° | +95°~-72° | ±170° | +115°~-140° | ±220° | IP54/IP65 (handled) |
| Maxhastighet J1 | J2 | J3 | J4 | J5 | J6 | |
| 158°/s | 145°/s | 140°/s | 217°/s | 172°/s | 500°/s |
Fullständigt kinesiskt gränssnitt och kan ändras till engelska med full tangentbordsdrift
Stöd för olika kommunikationer inklusive I/O-gränssnitt, Modbus, Ethernet etc.
Stöd för anslutningar med flera robotar och annan extern utrustning
Stor färgglad pekskärm
Konfigurerad anti-kollisionsanordning, skyddar robotarmen och minskar störningar
Robot Motion Control ger optimal vägplanering
Hundratals inbyggda funktionsväskor och funktioner förenklar programmeringen
Genom SD-kort är det bekvämt att säkerhetskopiera och kopiera data
Positionerare
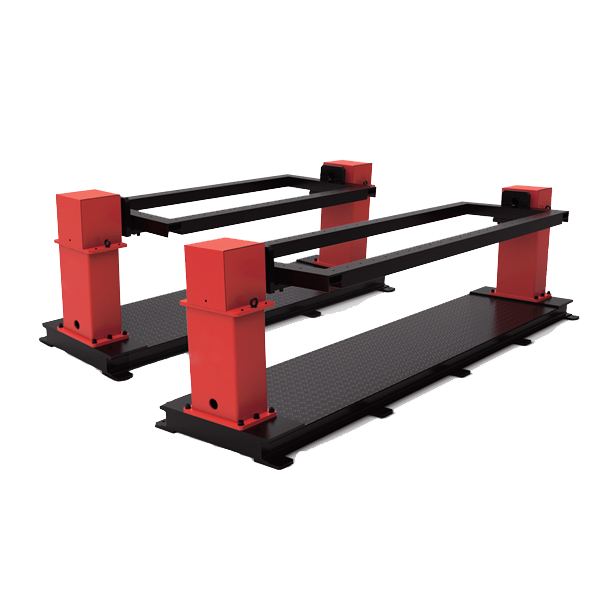
Honyen Head-tail dubbelstödspositionerare som används för att rotera arbetsstycket, samarbeta med roboten, nå en bra position för svetsning och uppnå bra svetsprestanda
Svetsströmkälla

Megmeet Ehave cm 500h / 500 / 350 serie full digital industriell tung last * CO2 / MAG / MMA intelligent svetsmaskin
8. Installation, driftsättning och utbildning
Innan leverans kommer robotsystemet att monteras och fullt funktionstestad i vårt företag.Kunden kommer att leverera sina delar till vårt företag för provsvetsning och förgodkännande innan leverans.Under pre-acceptansen kommer kundens operatörer att få inledande teknisk utbildning.
Installationsplan och tekniska krav kommer att skickas till kunden 15 dagar före installationen, och kunden ska göra snabba förberedelser enligt kraven.Vårt företag kommer att skicka ingenjörer för att utföra systeminstallation och driftsättning på användarens plats.Under förutsättning att kunden säkerställer tillräckligt med idrifttagning av arbetsstycken, får tiden från programmering idrifttagning, personalutbildning till massförsöksproduktion inte överstiga 10 dagar.Vårt företag utbildar användare av robotsystemprogrammering, drift och underhåll för kunder och praktikanter ska ha en dators grundläggande kunskaper.
Vid installation och driftsättning ska kunden tillhandahålla nödvändiga verktyg, såsom lyftutrustning, gaffeltruck, kablar, slagborr, etc., samt tillhandahålla tillfällig assistans vid lossning och installation.
Vårt företag ansvarar för vägledning, installation, driftsättning av utrustning och utbildning av operatören.Vårt företag ansvarar för underhåll och driftutbildning.Operatören kommer att använda och underhålla utrustningen på egen hand.Utbildningsinnehåll: principen för utrustningens struktur, vanlig elektrisk felsökning, introduktion till grundläggande programmeringsinstruktioner, programmeringskunskaper och programmeringsmetoder för typiska delar, introduktion och försiktighetsåtgärder för utrustningens manöverpanel, utrustningsdrift, etc.
9. Kontrollera och godkännande
Pre-acceptans utförs i vårt företag med deltagande av relevanta arbetare från båda parter.Under pre-acceptans ska arbetsstycken testas enligt noggrannheten hos arbetsstycket som tillhandahålls av kunden, endast kvalificerat arbetsstycke ska svetsas och pre-acceptanstestrapport ska utfärdas.Efter avslutad acceptans ska Robot levereras.För att säkerställa pre-acceptans kommer 3 arbetsstycken att tillhandahållas för normal produktion.
10.Miljökrav Säkerhetskrav: gas och reservdelar som används av användare måste överensstämma med relevanta nationella standarder.
Luftkällan ska placeras utomhus, inte mindre än 15 m från elden och inte mindre än 15 m från gas och syre.Luftkällan ska upprätthålla goda ventilationsförhållanden och vara på en sval plats borta från vind.
Alla gaskretsar måste kontrolleras innan roboten används.Om det finns luftläckage måste det repareras för att säkerställa att det inte är några misstag.
Vid justering av trycket och byte av gasflaska får operatören inte ha oljeämnen på händerna.
omgivande luftfuktighet: i allmänhet är den omgivande luftfuktigheten 20 % ~ 75 % RH (vid ingen kondensation);Kort sikt (inom 1 månad) mindre än 95 % RF (tillfällen utan kondens).
tryckluft: 4,5 ~ 6,0 kgf/cm2 (0,45-0,6mpa), filterolja och vatten, ≥ 100L/min
Fundament: minsta betonghållfasthet är C25, och minsta grundtjocklek är 400 mm
vibration: håll dig borta från vibrationskällan
strömförsörjning: strömförsörjningen av all tillverkad elektrisk och elektronisk utrustning använder 50Hz (± 1) och 380V (± 10%) trefas växelspänning för att säkerställa primär jordning av strömförsörjningen.
På platstjänster som tillhandahålls av kunder:
alla nödvändiga förberedelser innan leverans, såsom grundläggning, nödvändiga svetsarbeten, fixering av hjälpverktyg mm.
lossning och transport på kundens plats.
11. Garanti och service efter försäljning Garantitiden för svetsströmkällan är 12 månader.
Robotkroppens garantiperiod är 18 månader.
I händelse av fel eller skada vid normal användning och utrustningen är inom garantiperioden, kan vårt företag reparera eller byta ut delar gratis EXW (exklusive förbrukningsvaror, underhållsprodukter, säkerhetsrör, indikatorlampor och andra förbrukningsvaror speciellt utsedda av vårt företag).
För sårbara delar utan garanti lovar vårt företag normal livslängd och leveranspris för sårbara delar, och utrustningen har en stabil leveranskanal för utrustning i upp till fem år.
Utanför garantiperioden kommer vårt företag att fortsätta att tillhandahålla livslång betald service och tillhandahålla omfattande teknisk support och nödvändiga utrustningstillbehör.
12. Leverans Bifogad dokumentation Installationsritningar: konstruktionsritningar för utrustningsfundament och utrustningsritningar
◆ designritningar: fixtur- och utrustningsritningar
◆ Manual: utrustningsmanual, underhållsmanual och robotdriftsmanual
◆ tillbehör: leveranslista, certifikat och garantikort.



